歡迎光臨~河(hé)南省精品国产人成亚洲区(fēng)模具(jù)有限公司

0373-54338880373-7022565
0373-54338880373-7022565

更新日期:2020-06-01 09:00:47
汽車塑料注塑模具設(shè)計實例
實例1——汽車(chē)濾清器的模具設計及製造塑料製品如圖所(suǒ)示(shì),大批量生產,試進行塑(sù)件的成型工藝和模(mó)具設計,並選擇模具(jù)的主(zhǔ)要加工方法與工藝。
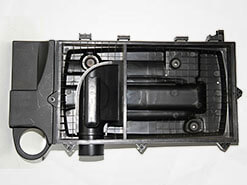
汽車(chē)濾(lǜ)清器
(一)成型(xíng)工藝規程的編製
1.塑(sù)料件的(de)工藝性分析
(1)塑料件(jiàn)的(de)原材料分析
(2)塑(sù)料(liào)件的結(jié)構和尺寸精度表麵質量分析
1)結構分析。
2)尺寸精度分析。
由以上分析可(kě)見,該零件的尺寸精度中等偏上,對應的模具相關零件的尺寸加(jiā)工可以保證。
3)表麵質量分析。該零件的表麵除要求沒有缺陷(xiàn)、毛刺,內部不(bú)得有導電雜質外,沒有特別的表麵質量要求,故比較容易實現。
綜(zōng)上分析可以看出,注射時在工藝參(cān)數控製得較好的情況下,零件的成型要求可以得到(dào)保證。
(3)計算塑料件的體積和(hé)質量。
2.塑(sù)料(liào)件注射工藝參(cān)數的確(què)定
(二)注射模的結構設計
注射模結構設計主要包括:分型麵選擇、模具型腔數目(mù)的確定及型腔的排列方式和冷卻水道布局以及澆(jiāo)口位置、模具工(gōng)作零(líng)件的結構設計、側向分(fèn)型與抽芯機構的設計、推出機構的設計等內(nèi)容。
1.分型麵選擇
模具設計中,分型麵的選擇很關鍵,它決定了模具的結構。應根據分(fèn)型麵選擇原則(zé)和塑件的成型要求來(lái)選擇分型(xíng)麵。該塑件(jiàn)為機內骨(gǔ)架,表麵質量無特殊要求,但(dàn)在繞線的過程中上端麵與工人的手指接觸較多,因此上端麵最好自然形成圓角。
2.確定型腔的數目及排列(liè)方式
考慮到是大批量生產,且製品的結構中等複雜、尺寸精度中等要求,因此 采用(yòng)一模兩腔;型腔的(de)排列有以下兩種(zhǒng)方案:
方案一:型腔排(pái)列方式。該方案的優點是(shì):便於設(shè)置側向分型(xíng)抽芯機構,缺點:流程較長;
方案二(èr):該(gāi)排列方式料流長度較短,但側向(xiàng)分型抽芯機構設置相當困難,勢必(bì)成倍增大模具結構的複雜程度。
由於(yú)該產品尺寸相(xiàng)對較小,且pp的流動性(xìng)較好,考慮到模具結構的複雜性,及各方麵(miàn)因素,所以優先考慮方案一。
3.澆注係統設計
(1)主流道設計及主流道襯套結(jié)構選擇。
(2)分流道設計。
(3)澆口設計。
4.抽芯機構設計
(1)確定抽(chōu)芯距
(2)確定斜導柱傾角
(3)確定斜導柱的尺寸
(4)滑塊與導槽設計
1)滑塊與側型芯(孔(kǒng))的連接方式設計。
2)滑塊的導滑方式。
3)滑塊的導滑(huá)長度和定位裝置設計。
5.成型零件結構設計(jì)
(1)凹模的(de)結構設(shè)計。
(2)凸(tū)模結構設(shè)計。
(三)模(mó)具設計的有關計算
2.型腔側壁厚(hòu)度和底板厚度計算
(1)下凹模鑲(xiāng)塊(kuài)型腔側壁厚度及底板(bǎn)厚度計算
(2)上凹模型腔側壁厚(hòu)的確(què)定
(四)模具(jù)加熱(rè)和冷(lěng)卻係統的計算
(五)模具閉合(hé)高度的(de)確定
(六)注射機有關參數的校核
(七)繪製模具總(zǒng)裝圖(tú)和非標零件工作(zuò)圖
(八)注(zhù)射模(mó)主要零件加工工藝規程的編製(zhì)
在此僅對凹模鑲塊,下固定板的加工工藝進行分析。
銷售(shòu)經理:18337377787
采購經理:0373-7022565
電 話:0373-5433888
傳 真:0373-5433868
郵 箱:info@tjhomeaway.com
地 址:新鄉市宏力大道西賈橋工業區12號
備案號(hào):豫ICP備16026643號-1
