歡迎光臨~河南省精品国产人成亚洲区模具(jù)有(yǒu)限公(gōng)司

0373-54338880373-7022565
0373-54338880373-7022565

更(gèng)新日期(qī):2025-03-26 16:21:44
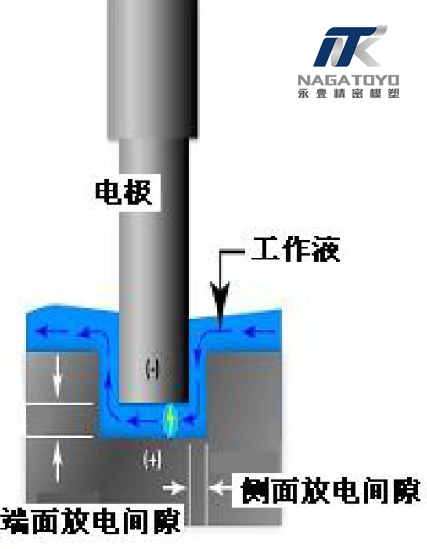
今天小(xiǎo)編主(zhǔ)要給(gěi)大家講一下注塑模具(jù)中電火(huǒ)花加工(gōng)原理,通過大量的實驗研究表明,認為注塑模具(jù)電火花加工的物理本質大致如下:(僅供參考)
1、介(jiè)質的擊穿與放電通道的形成
由於工具電極及工件的表麵總是(shì)微觀凹凸不平的,而在極間距離較近的尖端處產生的(de)電廠(chǎng)強度較大(dà),介質中(zhōng)的(de)雜質(如金屬微粒、碳粒子(zǐ)等)在電場力的作用下迅速聚集到(dào)電場較強的地方。當電(diàn)場強度增加到10^6V/c㎡ 以上時,電子(zǐ)由陰極(jí)表麵逸出,高速向陽極(jí)移動並撞擊介(jiè)質中的分子和中性(xìng)原子,產生“雪崩式”碰撞電離,導致介質擊穿而形成放電通道。
2、能量的轉換、分布和傳遞(dì)
極間介質被擊穿(chuān)後,脈衝電源瞬間通過放電通道釋放能量(liàng),並轉換成熱能、動能、磁能、光能、生能及電(diàn)磁波輻射能等。其中大部分能量轉(zhuǎn)換成熱(rè)量,傳遞給電極和工件,形成一個瞬時高溫熱源(可達10000℃以上),使放電點局部金屬熔化和(hé)氣化。
3、 電極材料的拋出
瞬(shùn)時熔化和(hé)氣化的金屬產生強大的熱爆炸力,伴隨著電動力、流(liú)動體力的作用,使蝕除金(jīn)屬材料拋離電極(jí)和工件表麵,並在其表麵留(liú)下一個凹坑。
4、極間介質的消電離
一次(cì)脈衝放電後,應使極間介質立即消電離,恢複絕緣強度,避免在同一處發生電弧放電或二次放電,因此兩次脈(mò)衝(chōng)放電之間應有足(zú)夠的脈衝(chōng)間(jiān)歇時間,電蝕產物也應及(jí)時排(pái)除。
如您需要(yào)開發新產品或(huò)之前的模具已經損(sǔn)壞需要重新開模的,都可以致電詢價18837377787
銷售經理:18337377787
采購經理:0373-7022565
電 話(huà):0373-5433888
傳 真:0373-5433868
郵 箱(xiāng):info@tjhomeaway.com
地 址(zhǐ):新(xīn)鄉市宏力大道西賈橋工業區12號
備案號:豫ICP備16026643號-1
