歡迎光臨~河南省精品国产人成亚洲区模具有限公司

0373-54338880373-7022565
0373-54338880373-7022565

更新日期:2017-05-04 16:59:40
凸模和凹模的保護方法,你要不?
在模具設計製作過程中,總會遇(yù)到一些小孔衝(chōng)裁,一般來說,我們隻要衝頭(tóu)的強度足夠,大於1.5個材料厚度時,就可以進行衝壓模(mó)具生產了.不過對於一些小孔衝孔凸模與凹模的設計,還是需要(yào)特別注意的.這裏部落不討論強度的問題,隻(zhī)來看看一些常用到的保護凸模與凹模的方(fāng)法.
提及(jí)小徑衝孔,給人的印象大致是小於同時,φ1.0mm小徑孔相對應(yīng)的材料板厚(hòu)一般在(zài)1.0mm上下(xià).實際情況是,對於這樣的模具(jù),如果導向精度不夠,這樣的模具(jù),會很不好生產.
凸模的設(shè)計
為了(le)進行保(bǎo)護,衝孔凸模如【圖1】所示,采用了通過卸料板對凸(tū)模前端進(jìn)行導向(凸模(mó)導向)以防止凸模破損的對(duì)策(cè).
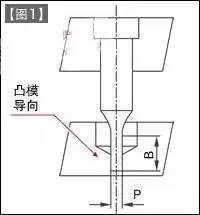
凸模尺寸中P與B的關係,以B≤10P為設計準(zhǔn)繩(shéng).
小孔凸模中,隨著(zhe)B尺寸變短,凸模導向(xiàng)亦隨之愈(yù)加困難(nán).
作為解決措施,采用了如【圖2】所示的(de)台階凸模.
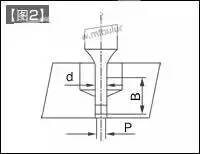
P上的d尺寸采用(yòng)d≤P+2t左(zuǒ)右,原因是為了避(bì)免凸模從材料中拔出時(shí)防止孔內部產生形變.
凸模(mó)前端導(dǎo)向長度的設定條件:導向長度 ≥ 凸模直徑.
此外,凸模與卸料板孔的單邊間隙(xì)0.003以上.
其設計原理是(shì)參考不發生油膜斷裂的最(zuì)小間(jiān)隙0.003。當然,對凸模(mó)側(cè)麵(miàn)進行拋光加工也是可行的(de).
凹模的設計
凹模設計的要(yào)點是避免衝裁廢料積留在凹(āo)模(mó)孔內.其要點的問題症結在於,所需的落料力之大,同時相抵觸的衝壓力之多.
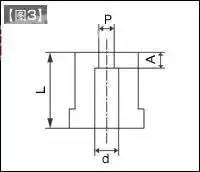
作(zuò)為(wéi)對(duì)策,應盡(jìn)可能縮短刃口長度(A).如果可能的話,應以逐一單片(piàn)落料為設計理念.
原(yuán)則上,落料孔(d寸)相對於P寸,應謹防尺寸懸殊。同時,若縮小d寸,凹模長度(L)亦(yì)應(yīng)相(xiàng)應縮短.防堵塞對策.
配合間隙要大於常規間隙,以降(jiàng)低衝壓加工力.
在小徑孔(kǒng)加工時,若采用常規(guī)間隙加工(gōng),則會使衝壓麵拉長.同時亦是衝裁廢料(liào)留積凹模的原因(yīn).
小孔衝裁(cái)最常見的問題,就是衝針容易斷,如果模具(jù)導(dǎo)向精度高,衝壓生產材料(liào)的表麵硬度不高的話,相信使用上麵的方(fāng)法,還是很有保(bǎo)障的.
銷售經(jīng)理:18337377787
采購經理:0373-7022565
電 話:0373-5433888
傳 真:0373-5433868
郵 箱:info@tjhomeaway.com
地 址:新鄉市(shì)宏力大道西賈橋工業區12號
備案號:豫ICP備16026643號-1
